我们为您呈现了一部精彩绝伦的黔南 不锈钢复合管_镀锌波形护栏快速发货产品视频,让您感受产品的独特之处。
以下是:黔南 不锈钢复合管_镀锌波形护栏快速发货的图文介绍

从产品内外层结合比较
钢塑管是通过热熔胶使内外层结合,热熔胶长时间受热水的作用,热熔胶加速老化,使内外层脱离,水就会从内外层中缝流入,对镀锌管直接进行腐蚀,极大的减弱了钢塑管的使用寿命。 铝合金衬塑管内外层通过线性预应力技术复合而成,应力不会因时间的推移和热水的作用而消失,保证了铝合金衬塑管的寿命达到50年以上。
三、从内层塑料的厚度及性能比较
钢塑管的内层为PE,PEX,其厚度(举例,DN15钢塑管内层的塑料厚度1毫米)塑料管没有强度,它会因水力冲击和热力作用使热力破损,塑料层将脱离镀锌管,这样水就会直接对镀锌管直接进行腐蚀,极大的减弱了钢塑管的使用寿命。 铝合金衬塑管的塑料层为符合国标的PERT,,PB,PPR,其厚度(举例, dn20的壁厚厚度2.3毫米,加之其内外层采用线性预应力技术复合而成,不会因水力和热水的作用造成损害,保证了铝合金衬塑管的使用寿命。


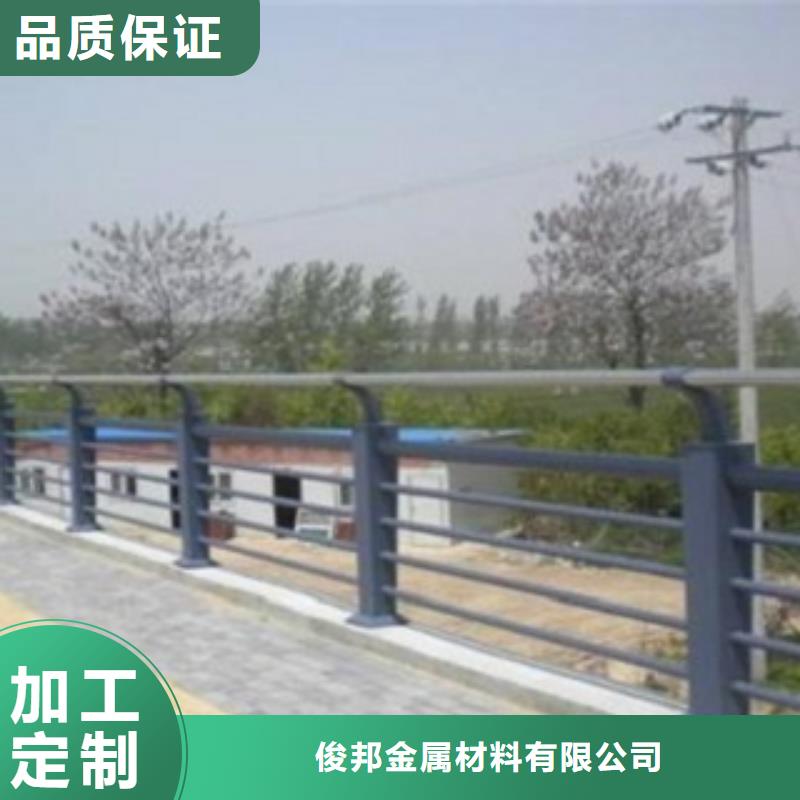
俊邦金属材料有限公司是一家集生产与销售 黔南镀锌喷塑防撞栏、产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。俊邦金属材料有限公司把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!



不容易生锈不锈钢复合管护栏在实践运用的过程当中完整是不容易生锈的,而且他们将有着更好的经济效益,在实践运用的过程当中,可以更好的展示整个不锈钢复合管护栏的运用材质,以至短时间之内会由于腐蚀的状况,多?。 形式较多不锈钢复合管护栏在实践运用的过程当中,将有着各种不同的形式,他们的后续打磨同样也有着各种不同的环境,而且整个平安等级能否较高,这曾经成为了主要的加工形式,依据现场的逐个些规范来停止选购设置,在?。 不锈钢复合管护栏厂家不锈钢复合管护栏,从事PVC不锈钢复合管护栏,围墙不锈钢复合管护栏,阳台楼梯不锈钢复合管护栏的研讨,消费,销售及工程装置不锈钢复合管护栏青睐来电咨询!2019新款不锈钢复合管护栏花箱尽在不锈钢?。 不锈钢复合管护栏质量如何是从事路桥栏杆、路桥护栏、河道护栏、不锈钢复合管护栏、不锈钢复合管栏杆、不锈钢碳素钢复合管护栏、不锈钢碳素钢复合管栏杆、不锈钢桥梁护栏、桥梁河道防撞护栏、不锈钢复合管、不锈。 不锈钢复合管护栏厂家_提供道路不锈钢复合管护栏_质量有保障_价格更实惠不锈钢复合管护栏厂家,市政隔离不锈钢复合管护栏,生产制造,市政不锈钢复合管护栏批发,优质原材料,质量有保障,价格更实惠,交通不锈钢复合管护栏,专?。


利用景观桥梁护栏具有较强的吸收碰撞能量的能力,其良好的驾驶视线诱导功能,能与道路线形及各种设施相协调,外形美观大方,可在小半径弯道上安装使用,连接简单方便损坏处容易更换。可见日常使用景观桥梁护栏的作用的好处,以上就是简单的为大家介绍。
大家可能认为桥梁护栏和桥梁栏杆是同一种产品不同的叫法。可是大家也许不知道这两者的功能有很大的不同,下面桥梁护栏厂家为大家具体介绍下有什么不同:桥梁护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。
设置部位主要在桥侧、分隔带处、人车分界处;埋置方式主要有立柱直接埋入、法兰盘连接、一体浇筑;护栏的防撞等级有:PLPLPL3,根据防撞等级提供的设计条件设计护栏。桥梁的栏杆和护栏虽然在本质上没有什么区别,但是栏杆在设计的时候之考虑到了人依靠栏杆产生的力起到保护行人安全,对车辆等其它外力没有考虑到内。





 扫一扫
扫一扫